齒輪是汽車行業中主要的基礎傳動元件,通常每輛汽車中有18~30個齒部,齒輪的質量直接影響汽車的噪聲、平穩性及使用壽命。而對于汽車變速箱內的傳動齒輪,為方便變速箱內部冷卻油液的流通以及更好地潤滑齒輪內安裝的滾針軸承,潤滑的充分性至關重要。如果潤滑不到位,則容易出現燒齒、打齒、抱軸等故障現象,由此可見,齒輪油孔的加工質量對于保障齒輪的正常運作具有重大影響。齒輪油孔加工需要通過鉆孔設備對齒輪進行鉆油孔加工,而鉆孔設備對齒輪鉆孔加工的過程中,伴隨著對齒輪由外向內的切削,在齒輪油孔的內孔處易產生毛刺翻邊等問題。針對上述問題,提出一種全新的汽車齒輪零件加工鉆孔去毛刺一體化裝置,以提高汽車齒輪油孔加工質量與效率。
1、油孔加工工藝與裝置設計要求
加工工藝
常見的齒輪油孔由于待加工齒輪的尺寸規格不同,油孔尺寸以及加工深度、加工精度要求也不同,因此加工時需考慮加工過程的裝夾機構的通用性和加工尺寸的適應性,刀具的轉速、進給速度需實現無極調速。同時,需考慮加工效率問題,油孔毛刺的去除工藝需在油孔加工完畢后自動高效去除并且該機構的設計具備滿足不同孔徑和深度的孔的毛刺去除功能。因此,油孔加工裝置針對上述工藝問題而設計,主要適應不同尺寸、型號的齒輪油孔加工并實現自動去毛刺功能。
設計要求
根據工藝需求,該車用齒輪油孔加工專用裝置需要實現的主要功能特點如下。(1)滿足不同規格尺寸的齒輪產品的不同位置、不同深度、不同直接大小的油孔的自動鉆孔。(2)適應不同規格尺寸的齒輪產品的固定與裝夾。(3)滿足孔加工后毛刺的高效自動去除。(4)滿足加工后的廢料自動清除并收集功能。
2、裝置的組成
裝置的組成
基于裝置的設計要求,該設備主要包括機械和控制部分的設計。其中,機械機構主要包括操作臺、安裝架、升降機構、鉆孔機構、毛刺翻邊刮除機構和夾持機構。控制系統主要包括:升降電機控制刀具以實現刀具的上下移動,滿足深度控制以及進給速度要求;刮除電機控制去毛刺機構去毛刺;鉆孔電機實現鉆刀轉速控制;夾持電機實現對齒輪的裝夾以滿足不同大小齒輪夾持、控制系統 PLC 程序、各類檢測傳感器、觸摸屏界面等部分。
裝置的動作流程設計及分析
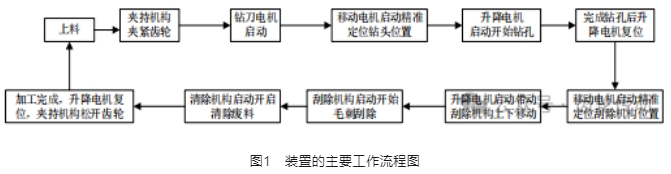
該裝置的動作主要是完成車用齒輪的安裝夾緊、自動化鉆孔去毛刺等加工動作。其動作流程如圖 1 所示。
裝置的機械結構設計
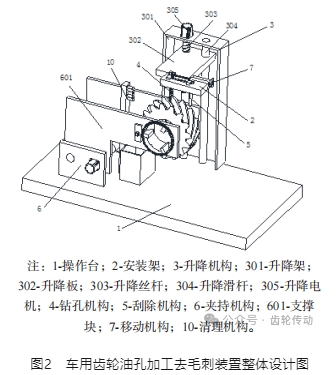
根據工藝動作流程和組成框架設計工作流程圖,采用模塊化設計思路,最終設計出車用齒輪油孔加工去毛刺裝置,整體機械結構設計如圖2所示。
主要機械結構原理
由于不同齒輪上油孔位置不同,必須考慮鉆孔加工位置的可調,因此設計了移動機構,主要實現鉆頭位置和刮除機構位置的調整功能。其結構主要包括電機、連接板、螺紋桿、螺紋管、移動滑桿和移動套管。該裝置動作時,電機驅動螺紋桿轉動,從而帶動安裝 在安裝架的鉆頭機構和刮除機構進行水平移動,以保證鉆頭準確在待鉆孔位置進行鉆孔,同時保證刮除機構中的刮刀穿過鉆好的孔。
為了適應不同齒輪大小的裝夾,設計了夾持機構,該機構主要包括夾持滑板、夾持絲桿、夾持滑桿和夾持架,通過設計夾持單元,包括環形板、調節齒圈、調節電機和3個夾持塊實現對待加工齒輪的裝夾。
刮除機構主要包括刮除軸、固定板、刮刀、刮除滑桿、刮除套管和刮除彈簧,該機構能夠在鉆孔同時完成毛刺清理。其運動原理是:待鉆孔完成時,升降組件帶動鉆頭復位并停止轉動;然后移動機構驅動鉆頭和刮除組件水平移動,使刮除組件中的刮刀位于鉆好孔的正上方,此時鉆頭移到清理機構的上方;接著升降組件驅動鉆頭和刮刀下移,令鉆頭與清理機構的清理刷相抵,而安裝在刮除軸的刮刀穿過鉆好的孔,位于待加工齒輪的內孔與鉆好的孔的相交處,然后再次啟動電機驅動鉆頭和刮刀轉動,鉆頭在轉動的過程中,通過相抵的清理刷對鉆頭進行清理,從而去除附著在鉆頭上的碎削,便于鉆頭下次的鉆孔加工工作。
而刮刀在轉動的過程中受離心力的作用,沿刮除軸的徑向方向移動,刮刀上端傾斜的刀口與齒輪工件內孔及鉆孔的相交處相抵,刮刀可對存在的毛刺翻邊進行刮除清理,保證了鉆孔加工的效果。
3、控制系統設計
該裝置的控制系統功能包括運行數據顯示、電機運行參數設置、加工參數設置、手動與自動控制、系統初始化、故障檢測與報警、生產數據統計、復位等控制功能。根據設備的功能和工藝動作流程,選用S7- 1200型PLC作為控制系統的控制核心。根據控制系統功能要求,設計該裝置控制系統觸摸屏界面,該觸摸屏界面由自動控制頁面、手動控制頁面和管理員頁面組成。其主界面設計包括升降電機控制、夾持電機控制、鉆孔電機控制、移動控制、刮除電機控制等電機參數人機界面,便于操作人員快速根據加工要求設計參數。為了實現數字化顯示,還設計了鉆孔深度以及速度、刮除深度以及速度、夾持機構大小控制與顯示等界面。
控制系統硬件選型
根據控制系統功能要求選擇合適的硬件是完成控制系統設計關鍵。該裝置控制系統主要硬件選型包括:
1.PLC型號選擇
PLC 的選用需考慮在滿足使用要求前提下達到經濟性、實用性原則,同時根據系統IO點數、控制對象及精度要求進行選擇。綜合分析該裝置以上特點,采用具有高性價比、靈活擴展性、強大的運動控制與通信功能的S7-1200可編程邏輯控制器作為核心。
2.觸摸屏型號選擇
為了方便人機交互和數據顯示,實現狀態與故障監控、診斷等功能,采用西門子KTP700觸摸屏可滿足使用要求。
3.傳感器與執行器
通過安裝相應的傳感器,如接近開關、位置傳感器和壓力傳感器,結合伺服電機反饋功能實時監測各電機相關參數,并將采集的數據(如位置、轉速、溫度等)傳輸給PLC控制系統進行處理。裝置的運行常用達到執行器件包括電磁閥、接觸器、伺服電機、步進電機,通過PLC編程控制相應的電磁閥和伺服驅動器、接觸器的動作,以實現鉆孔加工、去毛刺、清理廢料等關鍵功能。
控制系統IO地址分配
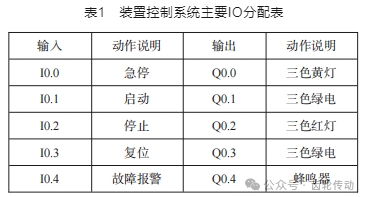
PLC的I/O分配表是PLC選型和后續接線的重要參考依據。在選擇IO時需考慮未來擴展與改進需求留有一定余量、輸入輸出信號類型、動作流程、控制對象及要求等因素綜合選用和分配IO接口。該裝置部分主要I/O分配如表1所示。
4、結論
該車用齒輪油孔加工去毛刺裝置實現了齒輪油孔加工去毛刺的一體化自動完成功能,有效彌補了長期以來齒輪油孔加工領域中存在的加工效率低、設備成本高和勞動強度大等缺點。該裝置的設計和使用具有一定的柔性,擴展了設備適用性,為齒輪油孔加工提供一種解決方案和工藝改進思路,也有助于企業創造良好的經濟效益。
參考文獻略.