齒輪傳動(dòng)具有傳遞功率大、效率高、傳動(dòng)比準(zhǔn)確等優(yōu)點(diǎn),被廣泛應(yīng)用于機(jī)械傳動(dòng)。在漸開(kāi)線齒廓嚙合傳動(dòng)中,由于具有嚙合傳動(dòng)比恒定、嚙合角不變、中心距可分性等優(yōu)點(diǎn),使得漸開(kāi)線齒輪具有良好的嚙合特性,且制造與安裝相對(duì)容易。標(biāo)準(zhǔn)的漸開(kāi)線直齒圓柱齒輪、斜齒輪的設(shè)計(jì)制造已經(jīng)標(biāo)準(zhǔn)化,在機(jī)械傳動(dòng)中應(yīng)用最為廣泛。漸開(kāi)線直齒圓柱齒輪嚙合傳動(dòng)過(guò)程中,兩輪齒齒面接觸時(shí)載荷是沿全齒寬突然加上或卸下,故沖擊和噪聲大、傳動(dòng)平穩(wěn)性差。斜齒圓柱齒輪齒廓曲面是漸開(kāi)線螺旋面,兩輪齒齒面接觸時(shí)接觸線傾斜于軸線,其優(yōu)點(diǎn)是輪齒嚙合時(shí)是逐漸進(jìn)入和退出嚙合,所以嚙合傳動(dòng)承載力大、重合度大、傳動(dòng)平穩(wěn),但缺點(diǎn)是傳動(dòng)過(guò)程中存在較大軸向力。因此,對(duì)弧齒圓柱齒輪嚙合傳動(dòng)的研究受到了國(guó)內(nèi)外學(xué)者的廣泛關(guān)注。弧齒圓柱齒輪的齒形結(jié)構(gòu)類似于人字齒輪,所以它具有 人字齒輪的優(yōu)點(diǎn),即齒輪傳動(dòng)重合度高、軸向載荷小、承載能力強(qiáng)。同時(shí),在弧齒圓柱齒輪嚙合過(guò)程中,每一對(duì)輪齒的嚙入、嚙出是漸次進(jìn)行的,相較于直齒圓柱齒輪和斜齒輪,它既沒(méi)有直齒輪的嚙合沖擊現(xiàn)象,又沒(méi)有斜齒輪嚙合傳動(dòng)時(shí)的軸向力,所以其傳動(dòng)性能較好。此外,由于弧齒圓柱齒輪的齒向?yàn)閳A弧齒線,因此弧齒圓柱齒輪安裝時(shí)可以沿齒線旋轉(zhuǎn)一個(gè)較小的角度而不影響其嚙合傳動(dòng),齒輪副安裝平行度誤差適應(yīng)性強(qiáng)。本文在研究弧齒圓柱齒輪展成基本齒條的基礎(chǔ)上,介紹弧齒圓柱齒輪設(shè)計(jì)制造方法。
一、弧齒圓柱齒輪基本參數(shù)及設(shè)計(jì)計(jì)算
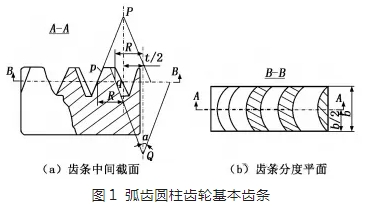
通常情況下,研究弧齒圓柱齒輪時(shí)以弧齒圓柱齒輪的基本齒條為基礎(chǔ)來(lái)進(jìn)行。圖1為弧齒圓柱齒輪基本齒條,p、q分別為輪齒的凸、凹面,它們是兩個(gè)圓錐體P和Q 的一部分,R為分度圓處圓錐錐體半徑,t/2為兩圓錐軸線間距,b為齒條寬度,A-A截面為齒條的中間截面,B-B截面為齒條分度平面,截面A-A處齒條具有漸開(kāi)線齒形。研究發(fā)現(xiàn),弧齒圓柱齒輪在輪齒中間截面的齒形與漸開(kāi)線直齒圓柱齒輪相同,所以弧齒圓柱齒輪的設(shè)計(jì)計(jì)算可參照漸開(kāi)線直齒圓柱齒輪進(jìn)行,其基本幾何參數(shù)為模數(shù)m、齒數(shù)z、壓力角α、齒頂高系數(shù)ha* 和頂隙系數(shù)c*,幾何尺寸計(jì)算與漸開(kāi)線直齒圓柱齒輪相同,計(jì)算公式如表1所示。
弧齒圓柱齒輪的設(shè)計(jì)過(guò)程可參考漸開(kāi)線直齒圓柱齒輪進(jìn)行,設(shè)計(jì)準(zhǔn)則與直齒圓柱齒輪相同。在直齒圓柱齒輪設(shè)計(jì)過(guò)程中,因?yàn)辇X輪的主要失效形式是齒面疲勞點(diǎn)蝕和輪齒疲勞折斷,所以根據(jù)齒輪傳動(dòng)應(yīng)用場(chǎng)合不同,可選用齒面接觸疲勞強(qiáng)度或齒根彎曲疲勞強(qiáng)度設(shè)計(jì)計(jì)算準(zhǔn)則來(lái)進(jìn)行設(shè)計(jì)計(jì)算。因此,在弧齒圓柱齒輪設(shè)計(jì)計(jì)算過(guò)程中,可參照漸開(kāi)線直齒圓柱齒輪的設(shè)計(jì)計(jì)算過(guò)程,先選擇齒輪材料、熱處理方式及精度等級(jí),然后根據(jù)使用工況來(lái)確定相應(yīng)的設(shè)計(jì)準(zhǔn)則,通過(guò)計(jì)算確定出小齒輪的齒數(shù)和模數(shù)。由于小齒輪齒數(shù)少,考慮到根切問(wèn)題,小齒輪齒數(shù)在選擇時(shí)要滿足zmin≤ z1;一旦確定了小齒輪的齒數(shù),大齒輪的齒數(shù)可根據(jù)齒輪傳動(dòng)比來(lái)確定,即z2=iz1;然后,依據(jù)表1中幾何尺寸計(jì)算公式,計(jì)算出弧齒圓柱齒輪的主要尺寸;最后,再對(duì)弧齒圓柱齒輪強(qiáng)度進(jìn)行校核即可。
二、齒圓柱齒輪的切齒加工
弧齒圓柱齒輪的切齒方法
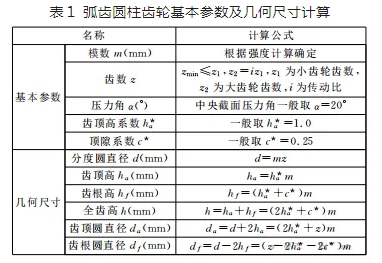
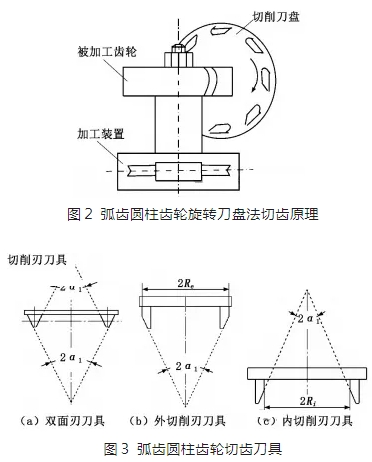
弧齒圓柱齒輪的切齒加工不同于直齒圓柱齒輪,目前較為典型的切齒加工方法主要有旋轉(zhuǎn)刀盤法和平行連桿法。由于旋轉(zhuǎn)刀盤法在切齒過(guò)程中效率高且容易實(shí)現(xiàn),因此該方法在弧齒圓柱齒輪切齒加工中應(yīng)用較多,其原理如圖2所示。采用旋轉(zhuǎn)刀盤法切制弧齒圓柱齒輪時(shí),切削刀盤與齒輪齒坯之間為精確的范成運(yùn)動(dòng)關(guān)系,即被加工齒輪齒坯的節(jié)圓線速度等于切削刀盤節(jié)線的線速度。在弧齒輪輪齒切制過(guò)程中,切削刀盤除了旋轉(zhuǎn)主運(yùn)動(dòng)之外還有沿著齒坯徑向的切入進(jìn)給運(yùn)動(dòng)。采用范成法加工時(shí),因?yàn)槊看沃荒芮邢骷庸ひ粋€(gè)齒槽,所以每切完一個(gè)輪齒齒槽后必須控制齒坯精確分度,然后再切制第二個(gè)齒槽,依次將全部的齒槽切制完成后即可完成弧齒輪的加工。理論上講,弧齒圓柱齒輪齒槽可利用雙面刃刀具一次切出一 個(gè)完整的齒槽,形成輪齒的凸、凹面,但是,由于雙面刃刀具在切齒過(guò)程中是滿刃切削,因此切制齒槽時(shí)的切削量較大,刀具磨損較快,且切制出的齒面精度不高,在實(shí)際切齒時(shí)很難切制出滿足要求的弧齒輪。因此,在采用雙面刃刀具切齒實(shí)踐基礎(chǔ)上,提出了單面刃刀具切齒加工方法,弧齒圓柱齒輪切齒刀具如圖3所示。圖3中,Re 和Ri 分別為內(nèi)、外單面刃刀具刀盤半徑,α1 為刀具壓力角。結(jié)合雙面刃刀具切齒實(shí)踐經(jīng)驗(yàn),在弧齒輪齒槽切制過(guò)程中,可先利用雙面刃刀具粗切出齒槽,然后再利用單面刃刀具分別精切弧齒圓柱齒輪的凸、凹面,以保證切齒精度。
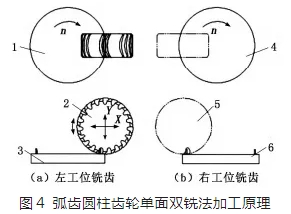
利用單面刃刀具分別精切弧齒圓柱齒輪凸、凹面的優(yōu)點(diǎn)是可將內(nèi)、外單面刃刀具設(shè)計(jì)為半徑相等的刀具,切制出的輪齒凸、凹面精度較高。但是,由于凸、凹面需要分別切制,因此必須考慮加工過(guò)程中齒坯安裝與刀具更換問(wèn)題,一旦在加工過(guò)程中需要更換刀具或拆、裝齒坯,必然會(huì)影響輪齒的加工精度。為此,提出弧齒圓柱齒輪的單面雙銑加工方法,其加工原理如圖4所示,弧齒圓柱齒輪輪齒切制過(guò)程中,在專用銑齒機(jī)床上設(shè)計(jì)兩個(gè)工位分別切制輪齒的凸、凹面。在圖4 中,1、4分別表示位于左、右兩個(gè)工位的凸、凹面單刃銑齒刀具,2、5分別表示銑削凸、凹齒面時(shí)的被加工弧齒圓柱齒輪齒坯,3、6分別為凸、凹面單刃銑齒刀具。由此可見(jiàn),弧齒圓柱齒輪的切齒加工需要專用的數(shù)控銑齒設(shè)備來(lái)完成。
弧齒圓柱齒輪切齒刀具齒面方程
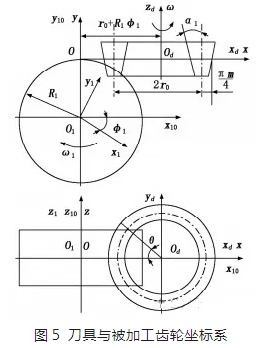
弧齒圓柱齒輪銑齒過(guò)程中,銑齒刀具采用的是專用刀具。為設(shè)計(jì)制造專用的銑齒刀具,可基于旋轉(zhuǎn)刀盤法切齒加工原理,研究建立切齒刀具的齒面方程。圖5為刀具與被加工齒輪坐標(biāo)系,先建立坐標(biāo)系[O1,x1,y1,z1]固聯(lián)在被加工齒輪齒坯上,坐標(biāo)系[Od,xd,yd,zd]與銑齒刀盤固聯(lián),它們分別隨被加工齒輪齒坯和銑齒刀盤轉(zhuǎn)動(dòng);再建立固定坐標(biāo)系[O,x,y,z]、[O1,x10,y10,z10]為輔助坐標(biāo)系,若齒輪齒坯的節(jié)圓半徑為 R1,銑齒刀盤平均半徑為r0,則銑齒刀具的內(nèi)刀刃半徑為![]() 外刀刃半徑為
外刀刃半徑為![]()
此外,圖5中,ω 和ω1 分別為刀具與齒坯角速度,φ1 為齒坯旋轉(zhuǎn)角度。
由此可知,在與刀具固聯(lián)的坐標(biāo)系[Od,xd,yd,zd]中,可建立刀具曲面參數(shù)方程如下:
其中:u為刀具曲面上點(diǎn)沿圓錐面母線距參考點(diǎn)的距離;θ為刀架從齒坯中央截面至端面的轉(zhuǎn)角。
三、弧齒圓柱齒輪切齒過(guò)程及宏程序編制
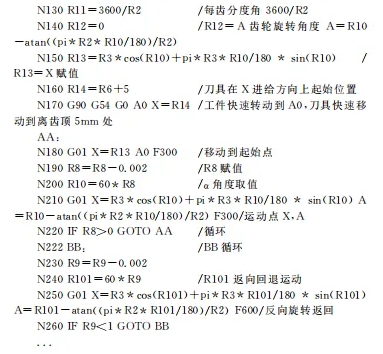
結(jié)合前述切齒工藝過(guò)程分析,可將弧齒圓柱齒輪切齒加工過(guò)程分三步進(jìn)行:第一步,在弧齒圓柱齒輪齒槽中間下刀,采用三面刃齒槽銑刀銑出齒槽,切除大部分齒坯材料;第二步、第三步采用單面刃刀具分別加工弧齒圓柱齒輪的凹、凸齒面。在專用銑齒機(jī)床上加工時(shí),加工過(guò)程的分度采用絕對(duì)分度和相對(duì)分度兩種方式進(jìn)行編程,如齒輪按照齒數(shù)分度角為δ,加工程序起始角度第一步從δ/2處開(kāi)始,即從齒輪齒槽中間下刀粗加工齒槽;第二步從δ=0開(kāi)始下刀,第三步從δ處開(kāi)始下刀,分別使用兩把單面刃刀具進(jìn)行對(duì)應(yīng)的凹、凸齒面加工;當(dāng)每把刀具分別完成齒輪一周的整個(gè)齒槽、齒形加工后,即可完成整個(gè)弧齒圓柱齒輪的加工。由于刀具切入是按照漸開(kāi)線進(jìn)行,因此刀具的切入軌跡是按照漸開(kāi)線進(jìn)刀。例如,加工弧齒圓柱齒輪的基本參數(shù)如下:模數(shù) m=3 mm,齒數(shù)z=25,齒頂高系數(shù) ha*=1.0,頂隙系數(shù)c*=0.25,編制的一個(gè)齒槽切削循環(huán)宏程序如下:
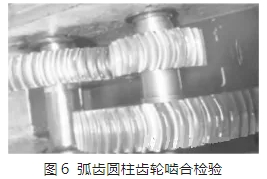
弧齒圓柱齒輪銑削加工程序是按照漸開(kāi)線方向進(jìn)給,退刀也是按照漸開(kāi)線方向回退。刀具在沿著漸開(kāi)線方向運(yùn)動(dòng)時(shí)要注意避免對(duì)未加工齒面的過(guò)切,從而保證待加工面有足夠的加工余量,以便保證弧齒面的加工質(zhì)量。圖6為試切得到的弧齒圓柱齒輪,經(jīng)嚙合傳動(dòng)檢驗(yàn),證明切制的弧齒圓柱齒輪符合預(yù)期要求。
四、結(jié)語(yǔ)
弧齒圓柱齒輪嚙合傳動(dòng)性能較好,但由于切齒加工需要專用的加工設(shè)備與銑齒刀具,因此導(dǎo)致弧齒圓柱齒輪在機(jī)械傳動(dòng)中不能大面積推廣應(yīng)用。本文在研究弧齒圓柱齒輪設(shè)計(jì)計(jì)算基礎(chǔ)上,重點(diǎn)對(duì)弧齒圓柱齒輪的切齒加工進(jìn)行了深入研究,提出了采用單面雙銑加工方法切制弧齒輪輪齒的凸、凹面,并基于專用的銑齒設(shè)備進(jìn)行了銑齒加工。在弧齒圓柱齒輪的輪齒凸、凹面銑削過(guò)程中,刀具切入、退出時(shí)是沿著漸開(kāi)線軌跡進(jìn)刀,在調(diào)整機(jī)床完成第一個(gè)輪齒的凸面或凹面加工后,后續(xù)輪齒的銑削加工只需齒坯精確分度,然后再重復(fù)之前的切削進(jìn)給即可。通過(guò)編制數(shù)控加工宏程序,在專用的銑齒設(shè)備上試切弧齒輪,切制出來(lái)的弧齒圓柱齒輪精度基本在6級(jí)~7級(jí),經(jīng)嚙合傳動(dòng)檢驗(yàn)證明切制的弧齒輪符合預(yù)期要求。此外,如果需要進(jìn)一步提高弧齒輪精度,可采用磨齒機(jī)進(jìn)一步對(duì)齒面進(jìn)行磨削加工,以提高齒輪精度。